
Investir massivement dans des supports tactiles haut de gamme est risqué. Si vos calculs de structure sont erronés, ces magnifiques textures risquent d'endommager les présentoirs avant même qu'ils n'arrivent en magasin.
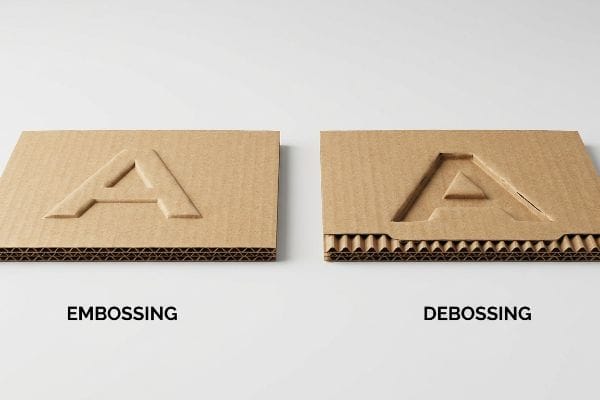
Le gaufrage et le débossage dans l'emballage consistent en des modifications physiques apportées à la surface du support brut. L'industrie mondiale utilise des outils de précision pour imprimer des formes 3D dans le carton, créant ainsi des zones tactiles distinctes. Le respect des normes strictes de la distribution nord-américaine garantit que ces modifications structurelles résistent aux chaînes d'approvisionnement internationales sans compromettre l'intégrité globale du matériau.
Comprendre la théorie de l'impression tactile n'est que le point de départ. Pour préserver vos marges bénéficiaires, vous devez comprendre comment ces modifications physiques interagissent avec les contraintes structurelles des chaînes de conditionnement.
Qu'est-ce que le gaufrage sur un emballage ?
Concevoir un coffret haut de gamme paraît facile sur un écran numérique, mais l'ajout d'une texture physique change tout quant aux performances du matériau.
Le gaufrage sur emballage est un procédé mécanique qui consiste à faire ressortir des éléments graphiques spécifiques sur la surface du support. Les usines utilisent des matrices métalliques mâles et femelles sous une pression intense pour étirer les fibres du papier vers le haut, offrant ainsi une expérience tactile 3D de qualité supérieure sans nécessiter de matériaux extérieurs supplémentaires.

Savoir à quoi ressemble cette finition est totalement différent de comprendre comment elle déstabilise vos matières premières lors de la production de masse.
Pourquoi un gaufrage 3D prononcé détruit la solidité des boîtes
Les designers préconisent souvent un gaufrage 3D à chaud prononcé sur les emballages haut de gamme, partant du principe qu'il se comporte exactement comme une impression à plat. Ils veulent que le logo se démarque en rayon, et poussent donc l'épaisseur du gaufrage au maximum. Dans un bureau d'études climatisé, cela apparaît comme une stratégie brillante pour renforcer l'image de marque et capter le regard du consommateur.
Même les concepteurs les plus expérimentés négligent souvent la réalité mécanique de l'étirage du papier. Un véritable gaufrage nécessite des matrices mâle-femelle qui étirent et affinent fortement les fibres du carton brut¹pour créer ces textures en relief. Je constate fréquemment des erreurs lorsque les acheteurs placent un gaufrage 3D profond directement sur ou près d'un pli porteur critique. Il m'est arrivé, sur la chaîne de montage, d'entendre le « claquement » sec des fibres de papier, structurellement épuisées, qui se détachent lorsque le bras de pliage automatisé plie le coin fragilisé. Ce détachement compromet totalement la résistance à la compression verticale du carton²,ralentissant la chaîne de montage d'environ 30 % et engendrant d'importantes frictions pour l'équipe de conditionnement. J'impose donc une zone d'exclusion stricte dans le logiciel de CAO (Conception Assistée par Ordinateur), en déplaçant toutes les textures 3D profondes loin des plis porteurs afin de garantir l'intégrité des coins et leur capacité à supporter de lourdes charges sur les palettes.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Gaufrage directement sur une ligne de pliure | Décalage mathématique des textures de 0,25 pouce (6,35 mm) de distance | Élimine les risques de rupture de fibre lors de l'installation |
| Étirer la planche au-delà des limites physiques | Utilisation de canaux à matrice polymère spécialisés | Empêche l'encre craquelée et les bords rugueux |
| Zones de charge dynamique ignorées | Cartographie des points de tension avant la pression | Permet de gagner 30 % de temps lors de l'assemblage |
En dissociant la finition tactile des éléments mécaniques structurels, je garantis que votre design haut de gamme résistera aux conditions difficiles du commerce de détail.
🛠️ Le bureau d'Harvey : Vous vous demandez si votre logo en relief est trop près d'un pli porteur ? 👉 Obtenez une analyse gratuite de votre découpe ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quelle est la différence entre le débossage et le gaufrage ?
L'alternance entre des textures en relief et en creux modifie complètement la façon dont votre carton ondulé réagit sous contrainte.
La différence entre le gaufrage et le débossage réside uniquement dans la direction physique du déplacement des fibres du papier. Le gaufrage projette le motif vers l'extérieur, en direction du consommateur, tandis que le débossage l'imprime vers l'intérieur du carton, créant une cavité qui comprime structurellement les cannelures internes.
De nombreuses marques considèrent ces deux finitions comme des options visuelles interchangeables, ignorant complètement la physique interne de la structure de l'emballage.
Pousser ou tirer : la physique du papier
Lorsqu'une marque décide de passer d'un logo en relief à un logo en creux pour réduire les coûts de marquage à chaud, elle se contente généralement de mettre à jour le fichier graphique. Elle part du principe qu'enfoncer un logo dans le support est fonctionnellement identique à le faire ressortir. Cette supposition ignore l'architecture interne des présentoirs commerciaux à usage intensif.
C'est un piège courant qui prend même les équipes d'approvisionnement les plus expérimentées. Enfoncer une matrice en acier dans un panneau ECT (Edge Crush Test) épais écrase physiquement les cannelures internes. Lorsque j'inspecte ces panneaux débossés non calibrés au sol, j'entends le craquement sinistre des cannelures internes en forme de C qui se déforment sous la matrice rigide. Cette compression sans support crée une tension superficielle immédiate, fissurant la feuille supérieure et exposant le papier brun brut. Pour remédier à cela, j'impose des canaux de rainage femelles spécifiques, montés directement sur la plaque de découpe. Ce canal en polymère agit comme une enclume, contrôlant précisément l'étirement des fibres de papier vers le bas, empêchant ainsi toute microfissure en surface et garantissant une cavité propre, même sous des charges de palettes.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Traiter le débossage comme une impression à plat | Utilisation d'un canal matriciel contrôlé | Empêche instantanément la fissuration de la feuille supérieure3 |
| Écraser les flûtes sans distinction | Calcul du jeu interne des cannelures | Maintient la solidité globale du panneau4 |
| En ignorant le sens du grain des fibres | Alignement du gaufrage avec le grain vertical | Empêche la déformation des panneaux5 |
On ne peut pas simplement forcer du métal dans du papier et s'attendre à ce que la structure tienne ; il faut concevoir le chemin de compression.
🛠️ Le bureau de Harvey : Vos logos en relief craquellent-ils et laissent apparaître le carton brut en magasin ? 👉 Demandez votre audit structurel ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Qu’est-ce que l’effet de gaufrage dans le domaine de l’emballage ?
Ajouter de la profondeur physique à votre emballage modifie la façon dont la lumière ambiante frappe les couleurs de votre marque, ce qui entraîne souvent des résultats optiques désastreux.
L'effet de gaufrage sur les emballages crée une rupture visuelle et tactile savamment orchestrée en rayon. En modifiant physiquement la géométrie de la surface, il capte l'éclairage zénithal différemment des surfaces imprimées planes, attirant instantanément l'attention du consommateur et renforçant l'image de marque haut de gamme par le contact direct.
Bien que la profondeur visuelle soit époustouflante, la combinaison de cet effet physique avec d'autres finitions haut de gamme crée des conflits chimiques et optiques invisibles.
Comment les textures tactiles nuisent aux couleurs de votre marque
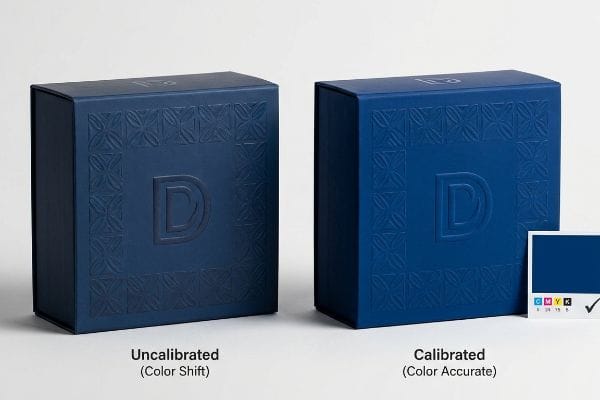
Les marques associent fréquemment un gaufrage profond à un pelliculage thermique haut de gamme au toucher doux pour maximiser l'aspect luxueux de leurs emballages. Elles valident une épreuve couleur numérique à plat et supposent que la boîte 3D finale sera parfaitement conforme. Or, cette approche ignore totalement l' influence des structures polymères spécifiques sur l'éclairage et les pigments en point devente⁶.
Je constate régulièrement que cette combinaison dénature complètement l'identité visuelle de la marque. La structure polymère microscopique à orientation biaxiale du film soft-touch7 agit comme un vide absorbant la lumière. Au contact de cette surface caoutchouteuse, on sent une lumière ambiante diffusée, ce qui assombrit intrinsèquement les pigments CMJN (Cyan, Magenta, Jaune, Noir) imprimés sous-jacents jusqu'à 5 %. Ceci provoque d'importants défauts de conformité des couleurs Delta-E8, entraînant des refus immédiats de la part des détaillants. J'impose une courbe de compensation de lamination stricte dès la prépresse. En injectant préventivement une surintensité de 10 % de cyan et en perforant mathématiquement ce polymère absorbant la lumière, je garantis une parfaite fidélité des couleurs pour la vente au détail avant le lancement de la production en série.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Faire confiance aux épreuves numériques non plastifiées | Numérisation d'un tirage physique stratifié | Réussit les audits de couleur rigoureux des détaillants |
| Négliger la diffusion de la lumière par les polymères | Application d'une courbe de compensation de prépresse | Empêche les logos de paraître brouillés |
| Superposition finie à l'aveugle | Isolation des couleurs d'accompagnement sur les textures 3D | Assure une visibilité maximale en rayon |
On ne peut pas se fier à un écran d'ordinateur pour prédire comment une texture 3D physique va interagir avec l'éclairage du monde réel.
🛠️ Bureau Harvey : Vos finitions tactiles haut de gamme ternissent-elles les couleurs principales de votre marque ? 👉 Demandez un étalonnage prépresse ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur.
En quoi consiste le procédé de gaufrage et de débossage ?
Le processus de transfert d'un dessin d'un fichier numérique vers un morceau de carton rigide exige une force physique considérable et des tolérances extrêmement précises.
Le procédé de gaufrage et de débossage nécessite l'alignement de matrices métalliques sur mesure à l'intérieur de presses à haute pression. Les opérateurs insèrent des feuilles de carton brut entre ces plaques métalliques imbriquées, pliant définitivement les fibres pour leur donner la forme voulue avant toute opération automatisée de pliage ou de lithographie-lamination en usine.

Mais la connaissance de la théorie ne suffit pas lorsque les machines se mettent en marche ; les outils physiques utilisés dans ce processus se dégradent plus vite que les acheteurs ne le pensent.
Pourquoi vos matrices de gaufrage commandées à nouveau ne fonctionnent pas correctement au sol
Les acheteurs partent souvent du principe qu'un investissement unique dans l'outillage structurel leur permet d'acquérir une matrice de traçage en acier permanente et indestructible, parfaitement réutilisable pendant des années. Ils considèrent cet outillage comme un fichier numérique immuable. Ils valident le premier lot, bloquent le prix et s'attendent à des résultats identiques pour une nouvelle commande six mois plus tard.
Dans mon atelier, je constate régulièrement les conséquences néfastes des économies réalisées sur l'outillage ancien. Stockés pendant des mois dans des environnements non climatisés, les matrices standard, avec leur base en bois poreux, absorbent l'humidité ambianteet se déforment. Lorsque je mesure la production d'une matrice endommagée, le bruit métallique strident des lames d'acier mal alignées, qui découpent des bords irréguliers, est sans équivoque. Les panneaux obtenus présentent un écart de 2,79 mm (0,11 pouce)¹⁰, ce qui provoque le blocage des languettes d'emboîtement lors de la mise en place. J'élimine complètement ce problème en imposant un protocole d'outillage neuf : une matrice neuve est gravée au laser pour chaque lot. En appliquant cette tolérance stricte, je garantis une réduction du temps d'assemblage pour le conditionnement de 42 secondes par unité, ce qui diminue considérablement les coûts de main-d'œuvre et assure un processus sans accroc.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Réutilisation des matrices en bois déformées | Obligation d'utiliser des outils de découpe laser neufs | Réduit le temps d'assemblage de 42 secondes |
| Négliger la déformation des outils due à l'humidité | Stockage des matrices dans des zones à température contrôlée | Garantit des plis parfaitement droits |
| Acceptation des bords 3D irréguliers | Réétalonnage de l'alignement des plaques mâle/femelle | Offre une sensation de luxe irréprochable |
Ne laissez jamais des métaux déformés et obsolètes dicter la qualité physique de votre déploiement commercial actuel.
🛠️ Le bureau d'Harvey : Connaissez-vous le taux d'humidité exact des matrices en bois utilisées pour la fabrication de vos emballages haut de gamme ? 👉 Envoyez-moi votre fichier de découpe ↗ — Je vérifierai scrupuleusement les calculs avant que vous n'investissiez dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher pour l'impression de vos logos, mais si ce gaufrage 3D profond déforme les rainures porteuses de votre carte 32ECT, votre chaîne de montage sera ralentie d'environ 30 % et votre marge bénéficiaire totalement anéantie. Voici la fiche technique exacte utilisée par mes 10 principaux clients du secteur de la vente au détail pour garantir zéro rebut d'impression. Ne vous fiez plus aux tolérances d'étirement des fibres : laissez-moi auditer personnellement vos fichiers d'emballage grâce à mon audit gratuit de pré-production ↗ afin de détecter ces défauts structurels critiques avant le lancement de la production en série.
« Effet de la pression de gaufrage sur les propriétés mécaniques et de souplesse… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/. [Un manuel technique sur la production d'imprimés décrit comment des matrices appariées déforment et amincissent mécaniquement les fibres de papier pour créer des images en relief]. Rôle de la preuve : vérification technique ; type de source : manuel industriel. Supports : Le procédé mécanique de gaufrage. Note de portée : Norme pour le gaufrage mécanique traditionnel .
« Influence des lignes de pliage analogiques et numériques sur les propriétés mécaniques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [Des recherches en science des matériaux sur les supports d'emballage permettraient d'expliquer comment l'amincissement des fibres dû au gaufrage réduit la capacité de charge du carton]. Rôle de la preuve : preuve causale ; type de source : étude académique. Arguments : Dégradation de la résistance structurelle. Note de portée : Se concentre sur l'impact de la déformation des fibres .
« Pourquoi les boîtes en carton ondulé se fissurent-elles lorsqu'on les plie ? – LinkedIn », https://www.linkedin.com/pulse/why-do-corrugated-boxes-crack-when-folded-practical-moss-6nqyc . [Les spécifications techniques des outils de gaufrage expliquent comment les canaux matriciels contrôlés gèrent le déplacement de matière afin d'éviter les fissures superficielles du revêtement]. Rôle de la preuve : validation technique ; type de source : manuel d' ingénierie. Appuie : avantage des canaux matriciels. Note de portée : concerne spécifiquement l'intégrité du revêtement de la feuille supérieure.
« Analyse de la structure du carton ondulé – Shanghai DE Printed Box », https://www.deprintedbox.com/blog/a-review-of-corrugated-board-structure/ . [Les recherches en science des matériaux sur les supports ondulés indiquent que le calcul du jeu interne empêche l’affaissement des cannelures, préservant ainsi la résistance à la compression du carton]. Rôle de la preuve : vérification factuelle ; type de source : revue scientifique sur les matériaux. Sujet : rôle du jeu des cannelures dans la résistance. Note de portée : s’applique à la capacité de charge verticale.
« Sens du grain | Ressource technique en communication visuelle », https://blogs.brighton.ac.uk/viscommtech/bookarts/worksheets-for-bookbinders/grain-direction/. [Les principes de la physique du papier démontrent qu'aligner les contraintes mécaniques avec le sens longitudinal des fibres minimise les tensions internes et prévient l'instabilité dimensionnelle]. Type de preuve : principe scientifique ; source : manuel universitaire. Appui : effet de l'alignement du grain sur le gauchissement. Remarque : l'efficacité peut varier selon la qualité du papier et l'humidité .
« Conversion et ses effets sur les propriétés barrières des emballages revêtus… », https://bioresources.cnr.ncsu.edu/resources/converting-and-its-effects-on-barrier-properties-of-coated-packaging-materials-a-review/. [Une source technique en science des matériaux ou en optique de l’emballage expliquerait comment les revêtements polymères modifient l’indice de réfraction et la diffusion de la lumière, changeant ainsi la teinte perçue des pigments]. Rôle de la preuve : vérification technique ; type de source : revue de science des matériaux. Appuie : l’affirmation selon laquelle les polymères de surface modifient le rendu des couleurs. Note sur la portée : se concentre sur l’intersection des polymères et de la physique optique .
« Impact du traitement thermique sur la morphologie des films à orientation biaxiale… », https://pmc.ncbi.nlm.nih.gov/articles/PMC12174661/. [La documentation scientifique sur les stratifiés doux au toucher confirmerait l’utilisation de polymères à orientation biaxiale pour créer une surface diffusant la lumière]. Type de preuve : spécification technique ; source : revue scientifique sur les matériaux ou fiche technique du fabricant. Appui : l’affirmation concernant la composition physique et les propriétés optiques du film. Remarque sur la portée : s’applique spécifiquement aux films doux au toucher à base de BOPP .
« Qu’est-ce que la précision des couleurs dans les emballages ? Correspondance Pantone… », https://3dcolor.com/what-is-color-accuracy-in-packaging-pantone-matching-delta-e-and-why-brand-color/. [Les directives techniques relatives à la gestion des couleurs dans les emballages définissent le seuil Delta-E au-delà duquel un écart de couleur est considéré comme un défaut de contrôle qualité en vente au détail]. Niveau de preuve : norme technique ; type de source : guide de certification ISO ou sectoriel. Appuie : l’affirmation selon laquelle les textures de surface entraînent des écarts de couleur mesurables dépassant les limites acceptables. Remarque : les niveaux de tolérance Delta-E varient selon les directives spécifiques des distributeurs .
« 4 TYPES DE DÉFORMATION DU BOIS (Origine et solutions…) », https://www.youtube.com/watch?v=NEHowi-_hvw. [Les manuels techniques d’outillage de découpe expliquent comment les matériaux hygroscopiques comme le bois absorbent l’humidité atmosphérique, ce qui entraîne des déformations dimensionnelles et des défauts d’alignement]. Rôle de la preuve : Validation technique ; type de source : Manuel d’outillage industriel. Sujet : Causes de défaillance des matrices dans les environnements non climatisés. Remarque : S’applique spécifiquement aux matrices en bois et non aux matrices en matériaux synthétiques ou métalliques .
« [PDF] EXIGENCES GÉNÉRALES RELATIVES AUX BOÎTES EN CARTON ONDULÉ – Snap-on », https://www.snapon.com/Snap-on-Files/Suppliers/Packaging-and-Labeling-Guidelines/StandardforCorrugatedBoxConstruction.pdf. [Les normes d'ingénierie de l'emballage définissent la tolérance maximale admissible pour les languettes d'emboîtement, où un écart de 0,11 pouce dépasse généralement le seuil fonctionnel pour un assemblage sans frottement]. Rôle de la preuve : Analyse comparative ; type de source : Manuel d'ingénierie de l'emballage. Appuie : L'affirmation selon laquelle cette mesure spécifique provoque le blocage des composants. Remarque sur la portée : Les tolérances varient en fonction de l'épaisseur et de la qualité du matériau .



